“Satu kebocoran kecil yang tidak terdeteksi hari ini bisa menjadi bencana besar esok hari. Inspeksi bukan biaya — inspeksi adalah investasi keselamatan.”
Ada satu pertanyaan yang sering sekali kami terima dari klien di industri migas, petrokimia, dan pabrik proses:
“Kapan tepatnya kami harus melakukan inspeksi bejana tekan? Dan apa saja yang wajib dicek?”
Jawabannya tidak sesederhana yang dibayangkan.
Dunia inspeksi bejana tekan dan tangki penyimpanan diatur oleh dua standar internasional yang paling otoritatif: API 510 untuk pressure vessel dan API 653 untuk above ground storage tank (AST). Keduanya bukan sekadar checklist formalitas — keduanya adalah peta jalan keselamatan operasional pabrik Anda. Sebuah laporan risiko dari LNG Risk bahkan menegaskan bahwa kegagalan inspeksi pada fasilitas migas adalah salah satu pemicu utama kerugian asuransi bernilai jumbo di Indonesia.
Kami, PT Sarana Abadi Raya, sudah lebih dari 37 tahun bergelut langsung di lapangan — dari fabrikasi pressure vessel hingga erection tangki penyimpanan di berbagai pabrik industri di seluruh Indonesia. Kami tahu persis bagaimana sebuah interval inspeksi yang terlewat bisa berujung pada shutdown tidak terjadwal yang merugikan, atau lebih buruk lagi, insiden keselamatan yang merenggut nyawa.
Itulah mengapa kami mengangkat tema inspeksi API 510 653 ini. Bukan untuk menggurui — tapi karena kami percaya knowledge-sharing dari praktisi lapangan jauh lebih berharga daripada teori tanpa konteks. Didukung pula oleh temuan riset ilmiah yang dipublikasikan di AIChE Process Safety Progress (Wiley, 2025), yang secara spesifik mengkaji kelengkapan safeguard identification dalam studi HAZOP di fasilitas migas Indonesia — erat kaitannya dengan bagaimana inspeksi berkualitas menjadi fondasi risk mitigation yang solid.
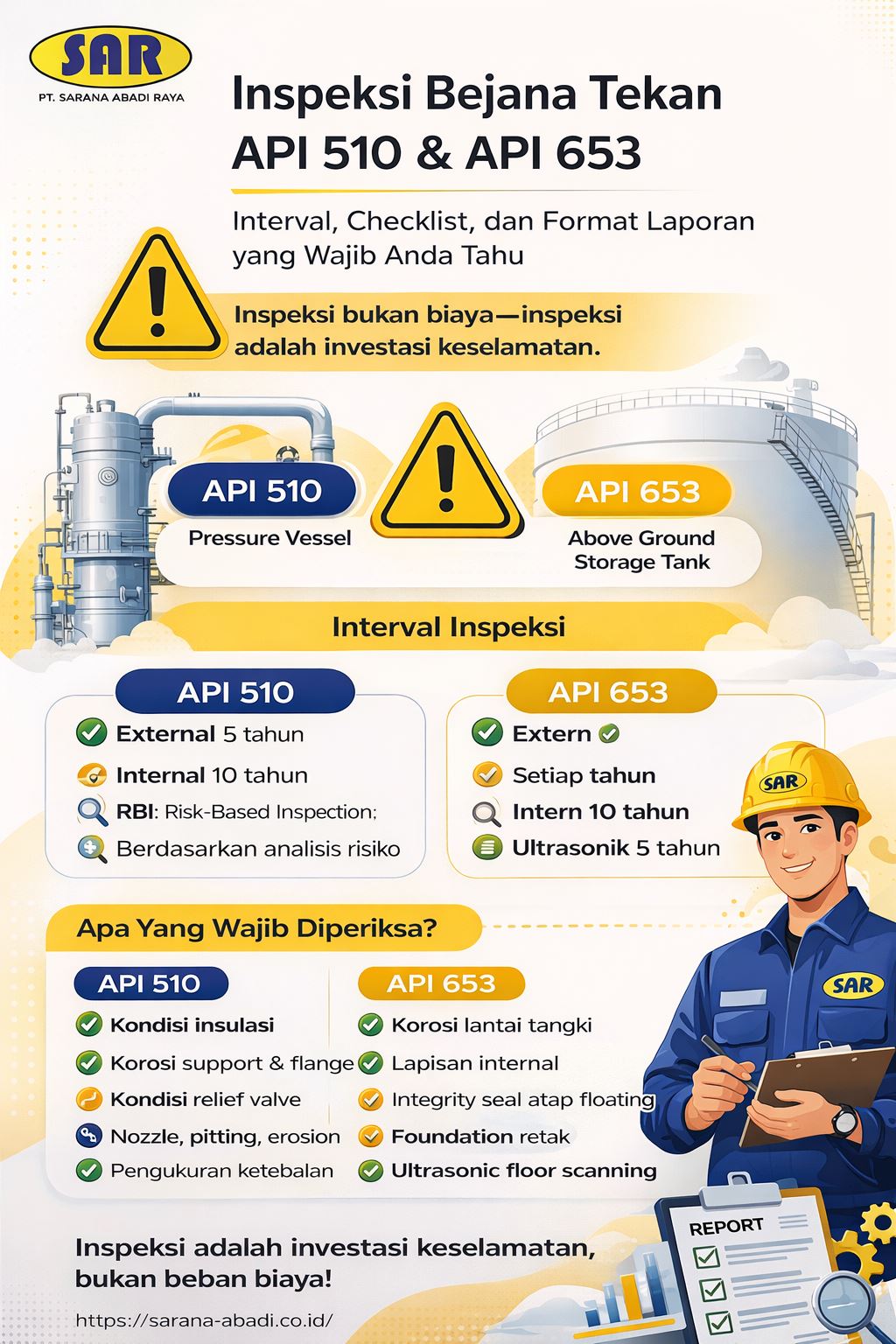
1. Apa Itu API 510 dan API 653 — dan Mengapa Keduanya Berbeda?
Banyak yang masih mencampuradukkan kedua standar ini. Padahal, keduanya memiliki objek inspeksi yang sangat berbeda.
Singkatnya begini:
| Standar | Objek Inspeksi | Penerbit | Fokus Utama |
|---|---|---|---|
| API 510 | Pressure Vessel (bejana bertekanan) | American Petroleum Institute | In-service inspection, penilaian kondisi, sisa umur pakai |
| API 653 | Above Ground Storage Tank (tangki penyimpanan di atas tanah) | American Petroleum Institute | Kondisi lantai, atap, dinding, korosi, kebocoran |
Kenapa Dua Standar Berbeda?
Karena karakteristik kegagalannya pun berbeda.
Bejana tekan beroperasi di bawah tekanan tinggi — kegagalannya bersifat sudden dan catastrophic. Sementara tangki penyimpanan beroperasi pada tekanan rendah, tapi rentan terhadap korosi dasar (bottom corrosion) yang lambat dan sering kali tidak terdeteksi secara visual.
Keduanya sama-sama mematikan jika diabaikan.
2. Interval Inspeksi: Seberapa Sering Harus Dilakukan?
Ini adalah inti dari seluruh program integrity management Anda.
Interval Inspeksi API 510 (Pressure Vessel)
API 510 mengenal dua pendekatan utama dalam menentukan interval inspeksi:
📌 Fixed Interval (Interval Tetap)
- External inspection: Setiap 5 tahun atau sesuai remaining life yang dihitung
- Internal inspection: Setiap 10 tahun — atau lebih pendek jika corrosion rate tinggi
- Thickness measurement: Mengikuti hasil kalkulasi remaining life — bisa lebih sering jika tingkat korosi melebihi 0,125 mm/tahun
📌 Risk-Based Inspection (RBI)
Pendekatan modern yang kini kami rekomendasikan: interval inspeksi ditentukan berdasarkan hasil analisis risiko kuantitatif dan kualitatif. Metode RBI memungkinkan interval diperpanjang untuk equipment low-risk dan diperketat untuk equipment high-risk — efisien secara biaya, tanpa mengorbankan keselamatan.
Interval Inspeksi API 653 (Storage Tank)
| Jenis Inspeksi | Interval Maksimum |
|---|---|
| External (visual) | Setiap tahun |
| Internal (out-of-service) | Setiap 10 tahun (atau RBI-based) |
| Ultrasonic thickness | Setiap 5 tahun |
| Acoustic Emission Testing | Alternatif pengganti internal (jika memenuhi syarat) |
Catatan penting: Interval di atas adalah maximum allowable. Kondisi aktual di lapangan — tingkat korosi, jenis fluida, suhu operasi — bisa mensyaratkan interval yang jauh lebih pendek. Selalu konsultasikan dengan Authorized Inspection Agency (AIA) bersertifikat.
3. Checklist Inspeksi API 510: Apa Saja yang Diperiksa?
Kami selalu bilang kepada klien: checklist adalah peta, bukan tujuan.
Tugas inspektur bukan sekadar mencentang kotak — tapi memahami mengapa setiap item ada di checklist itu.
Berikut checklist komprehensif yang kami terapkan dalam setiap program EPC pabrik industri yang kami kerjakan:
External Inspection Checklist (API 510)
- [ ] Kondisi insulasi dan cladding — ada retakan, basah, atau disbonding?
- [ ] Support dan saddle — tanda korosi, retak, atau settlement?
- [ ] Nozzle dan flange — kebocoran, korosi eksternal, kondisi baut?
- [ ] Pressure relief valve (PRV) — terpasang benar, tidak tersumbat, tanggal kalibrasi valid?
- [ ] Nameplate — terbaca jelas, sesuai data desain?
- [ ] Tanda-tanda hot spot, perubahan warna, atau deformasi visual?
- [ ] Kondisi earthing/grounding dan cathodic protection (jika ada)?
Internal Inspection Checklist (API 510)
- [ ] General corrosion pada seluruh permukaan internal
- [ ] Pitting — catat lokasi, kedalaman, dan distribusi
- [ ] Crevice corrosion di sambungan, nozzle, dan stiffener
- [ ] Weld seam — visual + NDT (PT, MT, UT sesuai kebutuhan)
- [ ] Erosion di area inlet dan outlet
- [ ] Lining atau coating internal — kondisi adhesi, holiday, blister
- [ ] Internal attachment — tray, baffle, dip pipe — kondisi, keterikatan
- [ ] Minimum thickness — bandingkan dengan MAWP calculation
4. Checklist Inspeksi API 653: Tangki Penyimpanan Tidak Bisa Disepelekan
Tangki penyimpanan terlihat “sederhana” dari luar.
Tapi percayalah — korosi dasar tangki adalah pembunuh diam-diam yang paling sering merenggut biaya besar di industri migas dan petrokimia.
External Inspection Checklist (API 653)
- [ ] Shell plate — dent, deformasi, out-of-roundness
- [ ] External coating — kondisi, area yang terkelupas
- [ ] Roof (fixed/floating) — seal condition, drain, vent
- [ ] Foundation — settlement, retak, drainase
- [ ] Annular plate — korosi di area soil contact
- [ ] Nozzle dan manhole — kondisi, seal, baut
- [ ] Secondary containment (bund wall) — integritas dan kapasitas
Internal Inspection Checklist (API 653) — Kritis!
- [ ] Floor scanning (MFL — Magnetic Flux Leakage) untuk deteksi korosi dasar
- [ ] Bottom plate thickness — minimal measurement grid 1 m × 1 m
- [ ] Weld seam dasar — UT shear wave
- [ ] Shell-to-bottom weld — kondisi dan integritas
- [ ] Sump — korosi, endapan, kebersihan
- [ ] Internal coating — adhesi, holiday test, blister
- [ ] Floating roof (jika ada) — pontoon, leg, seal, drain
5. Format Laporan Inspeksi yang Memenuhi Standar
Laporan inspeksi bukan sekadar dokumen administratif.
Ini adalah bukti hukum kepatuhan operasional Anda — dan bisa menjadi dokumen krusial dalam proses klaim asuransi, audit regulator, atau penyelidikan insiden.
Dalam praktik kami, setiap laporan inspeksi yang kami hasilkan — selaras dengan standar konstruksi industri yang kami adopsi — setidaknya memuat elemen-elemen berikut:
Struktur Laporan Inspeksi API 510 / API 653 yang Lengkap
Bagian A — Identifikasi Peralatan
- Tag number, deskripsi, lokasi
- Data desain (MAWP, temperatur desain, material)
- Tanggal fabrikasi dan commisioning
- Riwayat inspeksi sebelumnya
Bagian B — Lingkup dan Metode Inspeksi
- Jenis inspeksi (internal/external/on-stream)
- Metode NDT yang digunakan (UT, PT, MT, RT, TOFD, PAUT)
- Kondisi persiapan (cleaning, blinding, gas-free certificate)
- Nama dan nomor sertifikat inspektur (API 510/653 Certified)
Bagian C — Temuan Inspeksi
- Deskripsi defect — lokasi, dimensi, foto
- Tabel pengukuran ketebalan (aktual vs. required minimum)
- Corrosion rate aktual vs. desain
- Pemetaan area korosi (sketch atau digitally mapped)
Bagian D — Analisis dan Penilaian Integritas
- Perhitungan remaining life
- Fitness-for-Service (FFS) assessment jika diperlukan (API 579)
- Rekomendasi perbaikan — immediate, short-term, long-term
Bagian E — Rekomendasi Interval Inspeksi Berikutnya
- Tanggal next internal inspection
- Tanggal next external inspection
- Syarat dan kondisi operasi yang harus dipenuhi
Bagian F — Kesimpulan dan Persetujuan
- Pernyataan kelayakan operasi
- Tanda tangan inspektur bersertifikat API
- Tanda tangan owner’s engineer
6. Perbedaan Kritis API 510 vs. API 653: Tabel Komparasi Lengkap
Supaya lebih mudah dipahami, kami rangkum perbedaan mendasar keduanya:
| Parameter | API 510 | API 653 |
|---|---|---|
| Objek | Pressure vessel | Above-ground storage tank |
| Tekanan operasi | Tinggi (>15 psig) | Rendah (≤ 2.5 psig umumnya) |
| Bahaya utama | Ruptur, ledakan | Korosi dasar, kebocoran |
| Inspektur | API 510 Certified Inspector | API 653 Certified Inspector |
| NDT utama | UT, RT, TOFD, PAUT | MFL, UT, Vacuum box test |
| Dokumen utama | Inspection data sheet, CML map | Floor scan report, AE test |
| Pendekatan modern | Risk-Based Inspection (RBI) | Risk-Based Inspection (RBI) |
| Standar pendukung | API 579, ASME PCC-2 | API 651, API 652 |
7. Risk-Based Inspection (RBI): Pendekatan Modern yang Kami Terapkan
RBI bukan tren sesaat. Ini adalah revolusi cara pandang industri terhadap inspeksi.
Filosofinya sederhana: tidak semua equipment punya risiko yang sama, jadi mengapa mengalokasikan sumber daya inspeksi secara merata?
Dengan RBI — yang kini menjadi bagian integral dari manajemen proyek konstruksi yang kami jalankan bersama klien — setiap bejana tekan dan tangki dinilai berdasarkan dua dimensi utama:
Dua Dimensi RBI
1. Probability of Failure (PoF) Seberapa besar kemungkinan peralatan gagal dalam periode tertentu?
Faktor yang mempengaruhi:
- Tingkat korosi dan damage mechanism aktif
- Kualitas material dan history fabrikasi
- Kondisi operasi vs. kondisi desain
- Efektivitas program inspeksi sebelumnya
2. Consequence of Failure (CoF) Jika peralatan gagal, seberapa besar dampaknya?
Faktor yang dinilai:
- Volume fluida yang bisa bocor
- Sifat fluida (flammable, toxic, corrosive)
- Jarak ke area publik dan occupied building
- Dampak lingkungan dan kerugian produksi
Output RBI: Risk Matrix
Hasil akhirnya adalah pemetaan risiko dalam matriks 5×5 (atau lebih):
| PoF Rendah | PoF Sedang | PoF Tinggi | |
|---|---|---|---|
| CoF Tinggi | 🟡 Medium-High | 🔴 High | 🔴 Very High |
| CoF Sedang | 🟢 Low-Medium | 🟡 Medium | 🔴 High |
| CoF Rendah | 🟢 Low | 🟢 Low-Medium | 🟡 Medium |
Equipment di zona merah mendapat prioritas inspeksi lebih sering — bisa sampai setiap 2 tahun. Equipment di zona hijau bisa diperpanjang hingga 15 tahun dengan justifikasi yang tepat.
8. Integrasi Inspeksi dengan Program Commissioning dan Turnaround
Satu hal yang sering terlewat:
Inspeksi API 510/653 tidak berdiri sendiri.
Ia harus terintegrasi dengan program commissioning, planned turnaround (TA), dan RBI update yang berkelanjutan. Dalam praktik kami mendampingi klien pada program commissioning pabrik, kami selalu menekankan pentingnya membangun baseline inspection record yang kuat sejak hari pertama pabrik beroperasi.
Mengapa penting? Karena:
- Baseline data adalah referensi untuk menghitung corrosion rate aktual
- Tanpa data awal yang akurat, remaining life calculation menjadi spekulatif
- Turnaround planning yang efektif bergantung pada kualitas data inspeksi historis
Siklus Ideal: Inspeksi → Temuan → Perbaikan → Kembali ke Operasi
Inspeksi API 510/653
↓
Analisis Temuan + FFS Assessment
↓
Rekomendasi Perbaikan (Immediate / Next TA)
↓
Eksekusi Perbaikan (Welding Repair, Relining, dll)
↓
Post-repair Inspection + NDE
↓
Update Inspection Record + Next Interval
↓
(kembali ke awal)
9. Kami dan Standar Inspeksi: Pengalaman Nyata di Lapangan
Kami tidak hanya berbicara teori.
Sejak didirikan pada Februari 1987, PT Sarana Abadi Raya telah menyelesaikan lebih dari 896 proyek di berbagai sektor industri — mulai dari kilang migas, pabrik petrokimia, pabrik pupuk, hingga pembangkit listrik. Semua bersentuhan langsung dengan standar inspeksi API 510 653 yang kami bahas di artikel ini.
Tim kami terdiri dari 172 profesional terlatih yang familiar dengan standar internasional: ASME, API, ASTM, AWS, TEMA, hingga JIS. Setiap proyek yang kami tangani — termasuk program fabrikasi piping untuk jalur proses bertekanan tinggi — selalu dibangun dengan mempertimbangkan inspectability jangka panjang, bukan sekadar memenuhi spec pada hari serah terima.
FAQ — Pertanyaan yang Sering Kami Terima
❓ Apakah perusahaan kami wajib mengikuti API 510 dan API 653?
Tidak ada regulasi Indonesia yang secara eksplisit mewajibkan API 510/653 sebagai satu-satunya standar. Namun, mayoritas owner dan operator pabrik skala besar — khususnya di sektor migas dan petrokimia — mensyaratkan kepatuhan terhadap API 510/653 dalam kontrak operasi dan asuransi mereka. SKK Migas dan Kementerian ESDM juga secara tidak langsung mengacu pada standar-standar ini.
❓ Siapa yang berwenang melakukan inspeksi API 510/653?
Inspektur harus memegang sertifikat API 510 Certified Pressure Vessel Inspector atau API 653 Certified Aboveground Storage Tank Inspector, yang dikeluarkan oleh American Petroleum Institute (API). Proses sertifikasi meliputi ujian tertulis dan verifikasi pengalaman lapangan minimum.
❓ Berapa biaya inspeksi API 510/653?
Biaya sangat bervariasi tergantung ukuran equipment, jumlah corrosion monitoring locations (CML), metode NDT yang diperlukan, dan durasi inspeksi. Untuk bejana tekan berukuran sedang, kisaran biaya inspeksi internal lengkap bisa mulai dari Rp 15 juta hingga Rp 150 juta per unit, belum termasuk perbaikan.
❓ Apa itu Fitness-for-Service (FFS) dan kapan dibutuhkan?
FFS adalah penilaian teknik untuk menentukan apakah equipment dengan defect atau kerusakan tertentu masih aman untuk dioperasikan sampai periode tertentu. FFS diatur oleh standar API 579-1/ASME FFS-1 dan diperlukan ketika temuan inspeksi melebihi batas acceptance criteria normal namun belum memerlukan penggantian segera.
❓ Apakah interval inspeksi bisa diperpanjang?
Ya — dengan justifikasi teknis yang valid melalui pendekatan RBI, didukung data historis inspeksi yang kuat dan penilaian risiko yang terdokumentasi. Perpanjangan interval harus disetujui oleh Authorized Inspection Agency (AIA) dan didokumentasikan dalam inspection plan formal.
Inspeksi Adalah Investasi, Bukan Beban
Menutup artikel ini dengan satu kesimpulan yang kami pegang teguh setelah puluhan tahun di industri:
Pabrik yang berhenti sebentar untuk inspeksi jauh lebih menguntungkan daripada pabrik yang berhenti lama karena insiden.
Seperti yang pernah dikatakan oleh Trevor Kletz, process safety engineer legendaris yang mengubah cara industri kimia dunia memandang keselamatan:
“If you think safety is expensive, try having an accident.”
Sebagai penutup, kami mengajak Anda untuk tidak memandang inspeksi API 510 653 sebagai kewajiban administratif yang memberatkan. Pandanglah ia sebagai sistem imun pabrik Anda — yang bekerja diam-diam di balik layar, menjaga operasional tetap aman, efisien, dan terhindar dari kerugian yang tidak perlu.
Kami, PT Sarana Abadi Raya, adalah perusahaan konstruksi industri yang berpengalaman dan profesional — berfokus pada rekayasa teknik, pengadaan, fabrikasi, serta commissioning. Kami terdaftar resmi di Direktorat Jenderal Administrasi Hukum Umum Kementerian Hukum Republik Indonesia melalui sistem AHU.
Di Karawang secara khusus, atau di seluruh wilayah Jawa Barat di mana pun Anda berada — tim kami akan dengan senang hati berdiskusi tentang kebutuhan inspeksi, fabrikasi, dan konstruksi industri Anda.
Hubungi kami hari ini. Karena keselamatan pabrik Anda tidak bisa menunggu.