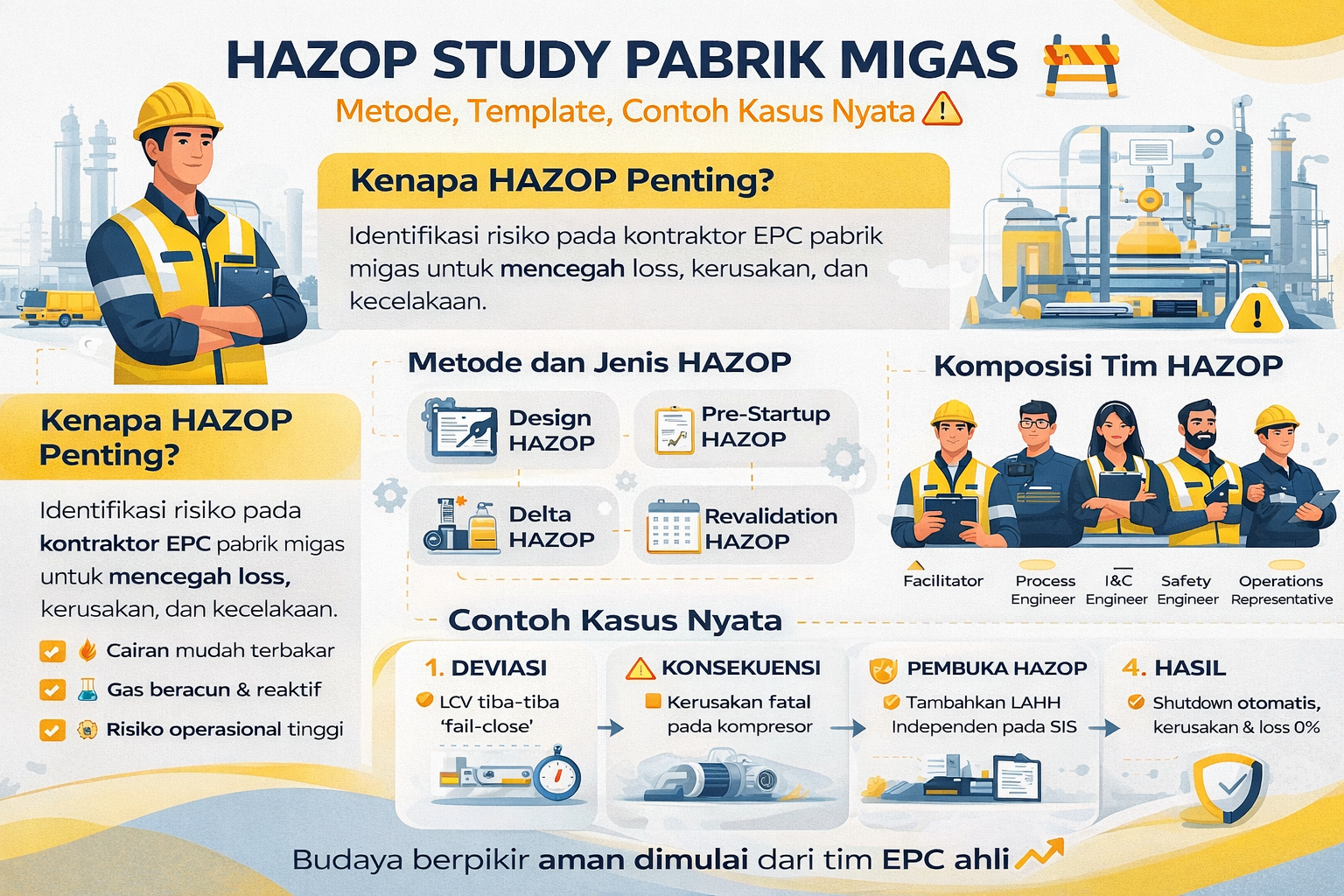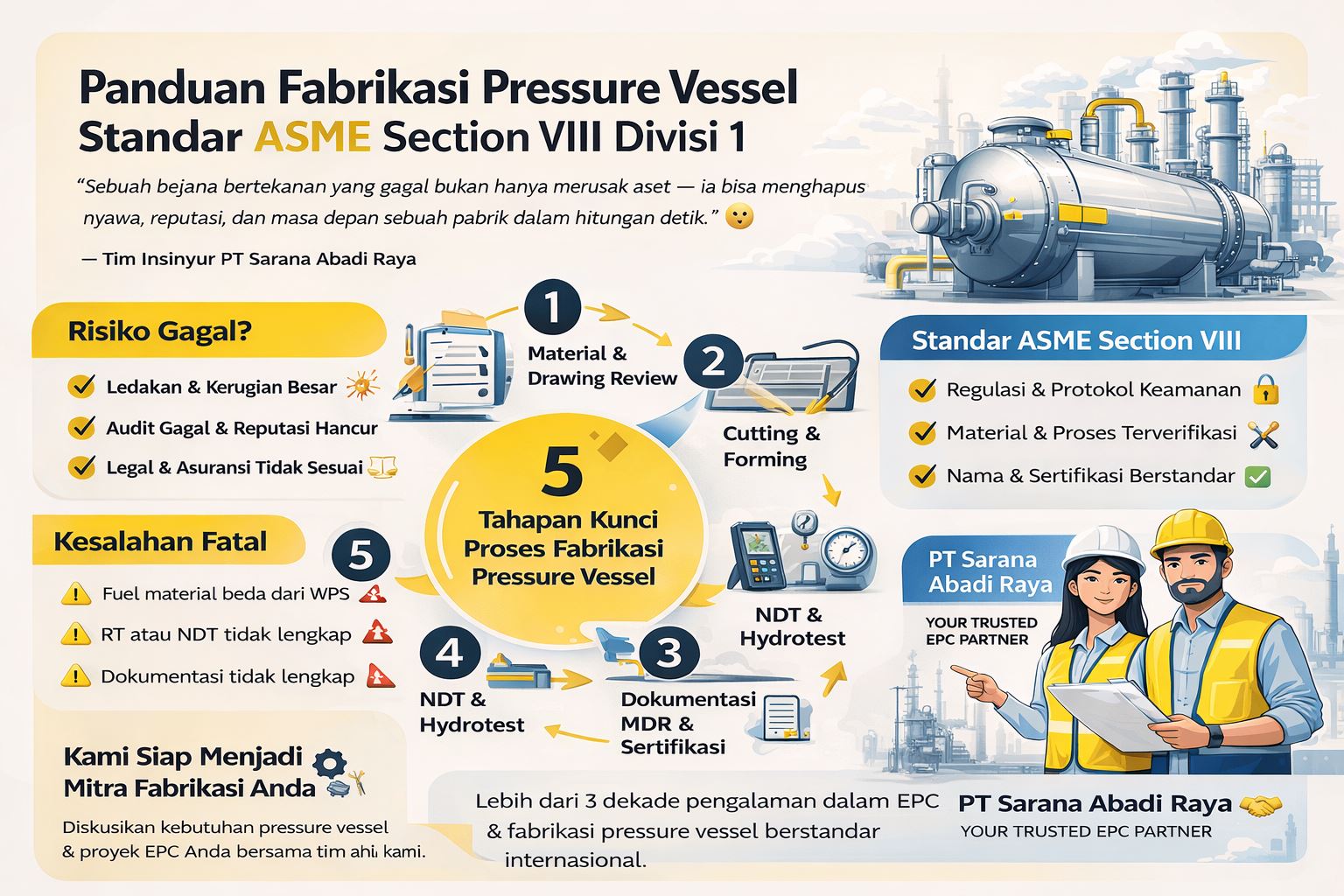
“Sebuah bejana bertekanan yang gagal bukan hanya merusak aset — ia bisa menghapus nyawa, reputasi, dan masa depan sebuah pabrik dalam hitungan detik.” — Tim Insinyur PT Sarana Abadi Raya
Pernah bertanya-tanya, apa yang membedakan pressure vessel biasa dengan yang benar-benar aman beroperasi selama 20 tahun di lingkungan migas bertekanan tinggi? Jawabannya bukan sekadar baja tebal. Bukan sekadar las yang kelihatan rapi. Ini soal proses fabrikasi pressure vessel ASME yang terstruktur, terverifikasi, dan dapat dipertanggungjawabkan secara teknis maupun hukum.
Kami, PT Sarana Abadi Raya, sudah lebih dari tiga dekade terlibat langsung dalam pekerjaan fabrikasi bejana tekan untuk berbagai sektor industri — dari kilang minyak, pabrik petrokimia, hingga fasilitas pengolahan gas. Dan satu hal yang selalu kami lihat: banyak pelaku industri yang tahu ASME Section VIII, tapi tidak benar-benar memahami bagaimana standar itu diterjemahkan ke lantai fabrikasi. Risiko dan kompleksitas proyek EPC di sektor migas — termasuk dalam fabrikasi bejana tekan — telah banyak dibahas secara mendalam oleh para praktisi industri, salah satunya dalam ulasan teknis konstruksi fasilitas migas dari LNG Risk.
Itulah mengapa kami merasa perlu mengangkat panduan ini. Bukan untuk mengulangi apa yang sudah ada di buku teks. Tapi untuk berbicara langsung dari pengalaman lapangan — bagaimana standar itu benar-benar dijalankan, di mana titik kritis yang sering terlewat, dan mengapa proses fabrikasi pressure vessel ASME yang benar adalah investasi terbaik yang bisa dilakukan sebuah fasilitas industri. Temuan ilmiah terbaru terkait quality assurance dalam fabrikasi bejana tekan juga diperkuat oleh penelitian peer-reviewed dari AIChE mengenai completeness safeguard dalam HAZOP studies untuk fasilitas oil and gas Indonesia.
1. Apa Itu ASME Section VIII Divisi 1 — dan Mengapa Ini Bukan Sekadar Pilihan
ASME Section VIII Divisi 1 adalah bagian dari ASME Boiler and Pressure Vessel Code (BPVC) yang mengatur desain, material, fabrikasi, inspeksi, dan pengujian bejana tekan dengan tekanan operasi di atas 15 psi (sekitar 1 bar). Di industri proses — kilang, petrokimia, LNG, fertilizer — standar ini bukan opsi. Ini kewajiban.
Tanpa sertifikasi ASME, sebuah pressure vessel tidak bisa beroperasi secara legal di fasilitas bertekanan internasional, tidak bisa diasuransikan dengan layak, dan tidak akan lolos audit dari SKK Migas maupun badan sertifikasi independen.
Tiga Divisi, Satu Tujuan
| Divisi | Ruang Lingkup | Karakteristik |
|---|---|---|
| Divisi 1 | Tekanan hingga 3.000 psi | Formula-based design, paling umum digunakan |
| Divisi 2 | Tekanan lebih tinggi | Analysis-based design, lebih ketat |
| Divisi 3 | Tekanan sangat tinggi (>10.000 psi) | Untuk aplikasi ekstrem seperti reaktor nuklir |
Dalam praktik kami, Divisi 1 mencakup lebih dari 85% proyek fabrikasi pressure vessel yang kami tangani — dari knock-out drum, separator, hingga heat exchanger shell.
2. Material Selection: Kesalahan Paling Mahal yang Sering Terjadi
Sebelum satu potongan baja pun dipotong, ada satu keputusan yang menentukan segalanya: pemilihan material.
Kami tidak bisa menghitung berapa kali kami melihat proyek bermasalah karena tim procurement memilih material berdasarkan harga, bukan spesifikasi ASME.
Material yang Diakui ASME Section VIII Divisi 1
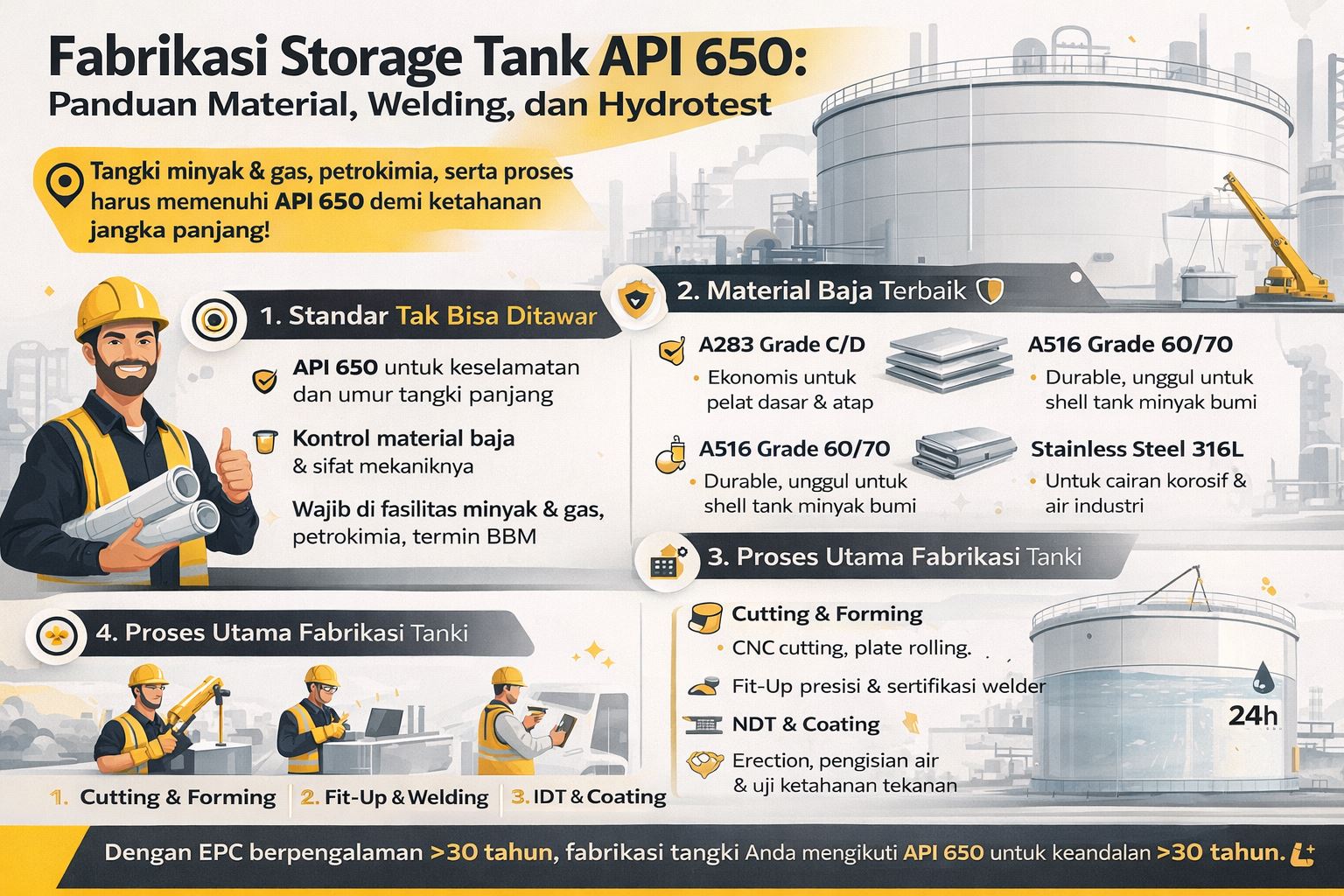
- SA-516 Grade 70 — paling umum, untuk layanan suhu rendah hingga menengah, ideal untuk separator dan drum
- SA-240 Grade 316L — stainless steel, digunakan ketika fluida bersifat korosif
- SA-387 Grade 11/22 — chrome-moly steel, untuk layanan suhu tinggi (di atas 400°C)
- SA-333 Grade 6 — seamless pipe untuk low-temperature service, termasuk yang menjadi polemik TKDN di proyek migas Indonesia belakangan ini
Apa yang Harus Diverifikasi?
Setiap material yang masuk ke workshop kami wajib dilengkapi dengan:
- Mill Test Report (MTR) — sertifikat kimia dan mekanik dari pabrik baja
- Material Traceability Number — sistem pelacakan material dari pabrik hingga produk jadi
- Positive Material Identification (PMI) — verifikasi komposisi kimia di lapangan menggunakan XRF analyzer
Tidak ada MTR? Material tidak masuk. Sesederhana itu.
3. Proses Fabrikasi Pressure Vessel ASME: Dari Gambar ke Produk Nyata
Inilah inti dari semua yang kami lakukan. Proses fabrikasi pressure vessel ASME bukan sekadar potong-las-cat. Ada alur kerja yang ketat, dan setiap langkah punya witness point atau hold point yang melibatkan inspektor independen.
Dalam kerangka kerja EPC pabrik industri yang kami jalankan, fabrikasi bejana tekan selalu dimulai dari proses engineering yang matang sebelum satu pun mesin di workshop dinyalakan.
Alur Fabrikasi Standar Kami
① Detail Engineering & Drawing Review
Setiap gambar fabrikasi harus di-review oleh insinyur proses, mekanik, dan piping sebelum disetujui. Bill of Material dikunci. Tidak ada perubahan mendadak di lantai fabrikasi tanpa Engineering Change Notice (ECN).
② Cutting & Forming
- Pemotongan pelat menggunakan plasma cutting atau gas cutting dengan toleransi ±1,5 mm
- Pembentukan shell menggunakan mesin plate rolling dengan kontrol ketebalan minimum
- Head forming — baik ellipsoidal maupun hemispherical — dilakukan dengan hot forming atau cold forming sesuai spesifikasi material
③ Fit-Up & Welding
Ini adalah titik paling kritis.
Fit-up harus diverifikasi oleh QC Inspector sebelum pengelasan dimulai. Gap, alignment, dan root gap diukur dan dicatat dalam Fit-Up Inspection Report.
Pengelasan dilakukan oleh welder yang telah lulus qualification test sesuai ASME Section IX — standar kualifikasi prosedur dan personel las.
Welding Procedure Specification (WPS) dan Procedure Qualification Record (PQR) harus tersedia dan disetujui sebelum pekerjaan las dimulai.
④ Post Weld Heat Treatment (PWHT)
Untuk material chrome-moly atau ketebalan tertentu, PWHT wajib dilakukan untuk menghilangkan residual stress pasca pengelasan. Dilakukan dalam furnace terkontrol dengan rekaman suhu (chart recorder) yang menjadi dokumen permanen.
⑤ Non-Destructive Testing (NDT)
| Metode NDT | Fungsi | Standar Acuan |
|---|---|---|
| Radiographic Testing (RT) | Deteksi cacat internal las | ASME Section V, Article 2 |
| Ultrasonic Testing (UT) | Pengukuran ketebalan & cacat | ASME Section V, Article 4 |
| Magnetic Particle Testing (MT) | Cacat permukaan material ferromagnetik | ASME Section V, Article 7 |
| Liquid Penetrant Testing (PT) | Cacat permukaan semua material | ASME Section V, Article 6 |
⑥ Hydrostatic Testing
Pengujian tekanan hidrostatis dilakukan pada 1,3× tekanan desain (sesuai ASME 2021 Edition). Setiap titik sambungan dipantau. Tidak ada kebocoran yang ditoleransi.
⑦ Final Inspection & Nameplate Stamping
Setelah semua pengujian lulus, nameplate ASME dipasang. Ini adalah “sertifikat lahir” sebuah pressure vessel — memuat data desain, material, tekanan operasi, dan nomor seri yang terekam dalam Manufacturer’s Data Report (MDR).
4. Dokumen yang Wajib Ada — Jangan Sampai Terlewat
Salah satu hal yang membedakan fabricator profesional dari yang amatir: kelengkapan dokumentasi.
Kami menyebut ini sebagai “buku kehidupan” sebuah pressure vessel. Karena selama bejana itu beroperasi — bisa 20, 30, bahkan 40 tahun — dokumen inilah yang menjadi rujukan setiap kali ada repair, rerating, atau re-inspection.
Dokumen Wajib dalam Paket MDR
- ✅ Design Calculation Sheet (approved by Authorized Inspector)
- ✅ Material Test Reports (semua komponen pressure-retaining)
- ✅ Welding Procedure Specification (WPS) & PQR
- ✅ Welder Performance Qualification Records
- ✅ Fit-Up Inspection Reports
- ✅ PWHT Chart Records
- ✅ NDT Reports (RT, UT, MT, PT)
- ✅ Hydrostatic Test Report
- ✅ ASME Form U-1 (Manufacturer’s Data Report)
- ✅ Nameplate rubbing / foto nameplate terpasang
5. Standar Pendukung yang Bekerja Bersama ASME VIII
ASME Section VIII Divisi 1 tidak berdiri sendiri. Ia bekerja dalam ekosistem standar yang saling merujuk.
Memahami relasi antar standar ini adalah bagian dari komitmen kami terhadap standar konstruksi industri yang telah kami terapkan sejak berdiri pada 1987.
Ekosistem Standar ASME
- ASME Section II — Material specifications (Part A: Ferrous, Part B: Non-ferrous, Part D: Properties)
- ASME Section V — Non-destructive examination methods
- ASME Section IX — Welding and brazing qualifications
- ASME PCC-1 — Guidelines for pressure boundary bolted flange joint assembly
- API 510 — Pressure vessel inspection code (untuk in-service inspection)
- TEMA — Tubular Exchanger Manufacturers Association (untuk heat exchanger)
- ASTM — Material testing standards yang dirujuk oleh ASME Section II
Relasi antar standar ini bukan birokrasi semata.
Setiap standar menutup celah yang ada di standar lain. ASME VIII mengatur how to build. API 510 mengatur how to inspect after it’s built. ASME IX memastikan who welds it and how. Bersama-sama, mereka membentuk perisai keselamatan yang komprehensif.
6. Kesalahan Fatal yang Paling Sering Kami Temukan di Lapangan
Kami tidak akan berpura-pura bahwa semua proyek sempurna. Justru dari ketidaksempurnaan itulah kami belajar — dan kami ingin berbagi agar Anda tidak mengulang kesalahan yang sama.
🚨 Red Flags yang Wajib Diwaspadai
1. WPS Tidak Sesuai dengan Material Aktual Sering terjadi: WPS dibuat untuk SA-516-70 tapi material yang datang adalah SA-516-60. Tidak bisa disubstitusi begitu saja — perlu revised WPS dan re-qualification jika parameter berubah signifikan.
2. RT Coverage Tidak Lengkap ASME Section VIII Divisi 1 mensyaratkan spot radiography minimum. Tapi banyak proyek yang hanya melakukan RT di sambungan “yang mudah dijangkau”. Sambungan nozzle-to-shell yang tersembunyi sering terlewat.
3. PWHT Dilakukan Tanpa Chart Recorder Kami pernah menemukan PWHT yang dilakukan dengan portable burner tanpa alat rekam suhu. Ini tidak valid. ASME mensyaratkan rekaman suhu kontinu sebagai bukti bahwa soaking temperature dan holding time terpenuhi.
4. Hydrostatic Test Dilakukan Sebelum NDT Selesai Urutan ini tidak bisa dibalik. NDT dulu, baru hydrotest. Jika urutan terbalik dan ada cacat yang kemudian ditemukan, seluruh rekaman uji menjadi tidak valid.
5. Nameplate Dipasang Tanpa Authorized Inspector Stamping ASME “U” hanya bisa dilakukan di hadapan Authorized Inspector (AI) yang ditunjuk oleh Authorized Inspection Agency (AIA) yang diakui ASME. Tanpa AI hadir, stamping tidak sah secara hukum.
7. Peran Project Management dalam Menjaga Kualitas Fabrikasi
Fabrikasi pressure vessel yang baik tidak bisa berjalan tanpa project management yang solid di belakangnya.
Kami menyaksikan sendiri bagaimana proyek dengan material terbaik dan welder paling berpengalaman pun bisa gagal karena koordinasi yang buruk antara engineering, procurement, dan workshop.
Dalam praktik manajemen proyek konstruksi yang kami terapkan, ada tiga pilar yang tidak bisa dikompromikan:
Tiga Pilar Project Management Fabrikasi
① ITP — Inspection & Test Plan Dokumen ini adalah “peta jalan” kualitas. Setiap aktivitas fabrikasi, setiap titik inspeksi, setiap metode verifikasi — semuanya tertulis di ITP dan disetujui oleh client dan AI sebelum pekerjaan dimulai.
② RFI — Request for Inspection Setiap hold point dan witness point harus dinotifikasi ke AI dan client dengan waktu yang cukup. Tidak ada inspeksi mendadak. Tidak ada pengerjaan yang mendahului inspeksi.
③ NCR — Non-Conformance Report Ketika terjadi deviasi dari spesifikasi, NCR diterbitkan. Ada proses formal untuk menentukan apakah deviasi bisa diterima (accept as-is), perlu repair, atau perlu replacement. Tidak ada “dibiarkan saja karena nanti tidak kelihatan”.
8. Dari Workshop ke Operasional: Commissioning yang Sering Diabaikan
Pressure vessel yang sudah sempurna secara fabrikasi masih bisa bermasalah jika proses commissioning dilakukan sembarangan.
Kami selalu menekankan kepada klien: fabrikasi dan commissioning pabrik adalah satu rangkaian yang tidak terpisah. Produk terbaik pun bisa gagal jika tidak di-commission dengan benar.
Checklist Pre-Commissioning Pressure Vessel
- 🔲 Verifikasi final dimensi vs. drawing as-built
- 🔲 Pembersihan internal (chemical cleaning atau air blowing)
- 🔲 Verifikasi semua nozzle, manhole, dan instrumen terpasang sesuai P&ID
- 🔲 Tightness test pada semua flange connection
- 🔲 Verifikasi PSV (Pressure Safety Valve) sudah terkalibrasi dan terpasang
- 🔲 Loop test sistem instrumentasi terkait
- 🔲 Gradual pressurization sesuai Start-Up Procedure
Tanpa checklist ini, tekanan operasi pertama bisa menjadi momen yang sangat tidak menyenangkan.
9. Integrasi Fabrikasi Pressure Vessel dengan Sistem Piping
Sebuah pressure vessel tidak pernah berdiri sendiri.
Ia selalu terhubung dengan sistem piping yang membawa fluida masuk dan keluar. Dan koneksi inilah — nozzle ke flange, flange ke pipe — yang sering menjadi titik lemah jika tidak dikoordinasikan dari awal.
Dalam pekerjaan kami, fabrikasi piping selalu direncanakan paralel dengan fabrikasi bejana tekan, bukan sebagai pekerjaan yang berdiri sendiri.
Koordinasi Kritis yang Harus Dijaga
- Nozzle orientation harus dikunci sejak detail engineering — jangan sampai posisi nozzle berubah di workshop karena tidak sinkron dengan routing piping
- Flange rating harus konsisten antara vessel dan connecting pipe — misalnya, jika vessel menggunakan 150# flange, piping yang terhubung harus menggunakan rating yang sama atau lebih tinggi
- Stress analysis sistem piping harus memperhitungkan beban yang diberikan ke nozzle vessel — allowable nozzle load selalu tercantum dalam data sheet vessel
- Thermal expansion vessel dan piping yang berbeda material bisa menciptakan differential expansion yang signifikan — ini harus diakomodasi dengan expansion joint atau flexible support
Kami Siap Menjadi Mitra Fabrikasi Anda
Sebagai penutup panduan ini, kami ingin tegaskan satu hal yang sering terlupakan di tengah semua diskusi teknis:
“Engineering without integrity is just math. The real challenge is translating numbers into structures that people can trust their lives with.” — Henry Petroski, Insinyur dan Penulis Teknik Terkemuka Amerika Serikat
Menutup artikel ini dengan sesuatu yang lebih dari sekadar teknis:
Kami, PT Sarana Abadi Raya, bukan sekadar perusahaan fabrikasi. Kami adalah mitra jangka panjang yang memastikan setiap bejana tekan yang kami bangun akan beroperasi aman, andal, dan sesuai standar internasional — dari hari pertama beroperasi hingga puluhan tahun ke depan.
Sebagai perusahaan konstruksi industri yang berpengalaman dan profesional dengan fokus pada rekayasa teknik, pengadaan, fabrikasi, serta commissioning, kami terdaftar resmi di Direktorat Jenderal Administrasi Hukum Umum Kementerian Hukum Republik Indonesia melalui AHU — sebagai bukti komitmen kami terhadap legalitas, akuntabilitas, dan kepercayaan klien.
Di Karawang secara khusus, maupun di seluruh wilayah Jawa Barat di bagian manapun Anda berada — tim ahli kami akan dengan senang hati berdiskusi tentang kebutuhan fabrikasi pressure vessel Anda, dari tahap engineering hingga final acceptance.
❓ FAQ — Pertanyaan yang Sering Kami Terima
Q: Berapa lama waktu fabrikasi satu unit pressure vessel standar ASME? A: Bergantung pada ukuran dan kompleksitas. Untuk vessel dengan diameter 1–2 meter dan panjang 3–6 meter tanpa special requirement, waktu fabrikasi umumnya 8–16 minggu sejak material tersedia. Vessel dengan PWHT, cladding, atau exotic material bisa memerlukan 20–30 minggu.
Q: Apakah PT Sarana Abadi Raya memiliki ASME Stamp Authorization? A: Kami mengerjakan fabrikasi sesuai prosedur dan standar ASME Section VIII Divisi 1 dengan sistem quality management yang komprehensif. Untuk detail sertifikasi dan kapabilitas workshop, silakan hubungi tim kami langsung untuk diskusi teknis.
Q: Apa bedanya Authorized Inspector (AI) dengan Quality Control Inspector perusahaan? A: QC Inspector adalah personel internal fabrikator yang melakukan pengawasan harian. AI adalah inspektor independen yang ditunjuk oleh Authorized Inspection Agency (AIA) — biasanya dari Lloyd’s Register, Bureau Veritas, atau Sucofindo — yang memiliki otoritas legal untuk memberikan sertifikasi ASME. Keduanya harus hadir dan bekerja paralel.
Q: Apakah fabrikasi pressure vessel ASME bisa dilakukan untuk vessel yang akan digunakan di luar Indonesia? A: Ya. Standar ASME adalah standar internasional yang diakui di lebih dari 100 negara, termasuk negara-negara di Timur Tengah, Amerika, dan Asia Pasifik. Manufacturer’s Data Report (MDR) kami diterima secara internasional.
Q: Apa yang terjadi jika vessel gagal dalam hydrostatic test? A: Vessel tidak dilepaskan ke klien. Tim engineering kami melakukan investigasi root cause, menerbitkan NCR, melakukan repair sesuai prosedur ASME, dan mengulang seluruh rangkaian NDT sebelum hydrostatic test diulang. Tidak ada kompromi pada tahap ini.
Artikel ini ditulis berdasarkan pengalaman langsung tim teknis PT Sarana Abadi Raya dalam proyek fabrikasi pressure vessel di sektor migas, petrokimia, dan energi di Indonesia selama lebih dari 38 tahun.
Referensi: LNG Risk — Risiko EPC Konstruksi Fasilitas Migas | AIChE Process Safety Progress — HAZOP Studies for Oil and Gas Facilities Indonesia